In this post we are going to analyze a case study that explains how to reduce casting defects through mold design. Due to mold wear condition components started to show superficial defects: Bruschi engineers have thus introduced improvements in order to reduce casting defects.
The case study concerns a component produced for the building industry and the related mold, which was built 10 years ago. Over the years the mold began to cause problems due to its wear condition: it was therefore necessary to study and examine mold design and to introduce significant changes, in order to reduce casting defects that emerged on the component.
In accordance with the lesson learned approach, Bruschi engineers have analyzed production performances of the component and defined new parameters on the basis of the knowledge they assimilated through the years. Furthermore, cutting edge technology, such as simulation software, has allowed Bruschi design department to foresee material reactions and to make accurate changes to mold design, in order to reduce casting defects. In this way, they have figured out new solutions with the aim of achieving a component that could meet the requested quality standards.
Elements that influence superficial quality of the diecast
Superficial quality of a component produced with die casting technology can, indeed, be determined by multiple factors, such as mold thermoregulation and temperature of the material injected in the cavity, but it mainly depends on the filling method of the feeder. The design of an appropriate feeder, which allows a symmetrical filling of the cavities, is therefore a fundamental requirement to avoid superficial defects on the product. On the contrary, an asymmetric or divergent feeder can cause air entrapment in the die cast, as well as areas with evident cold laps caused by irregular filling.
Case study
This case study is about a component that is part of a hinge for a door. After several years of component production with the first mold, the latter was worn out and it caused superficial defects on the product, such as cold laps, lack of material and porosity. Bruschi engineers have conducted an analysis of the parameters and of the geometry of the mold, after that they have identified the leading cause of the defects: the incorrect filling of the cavities. In order to solve this problem they have thus decided to design and build a new mold. With a view to reduce casting defects the design department has therefore modified mold design, more specifically feeder design.
Phase 1 – Simulation
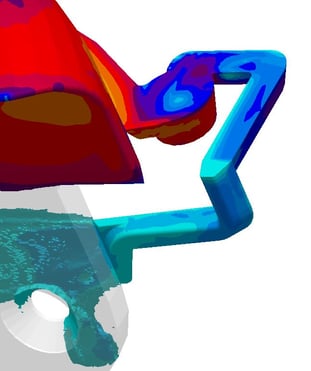
The first phase of mold design project concerned simulation of the filling of the cavities with thermofluidodynamic simulation software Magmasoft, which allows foreseeing to a good approximation the behavior of the material during filling phase. With Magmasoft it is indeed possible to examine different parameters, such as temperature of the metal in every stage of the filling, air pressure in the cavity, material speed and presence of areas with air entrapments. For further information on simulation, here are some previous posts:
• Simulation for HPDC: surface aesthetical quality in automotive
• Simulation for HPDC: shrinkage porosity case study
• Simulation for HPDC: die maintenance and optimization of set up
Simulation has highlighted three main problems:
• Asymmetrical filling
• Divergent feeder
• Lack of homogeneity in the material temperature
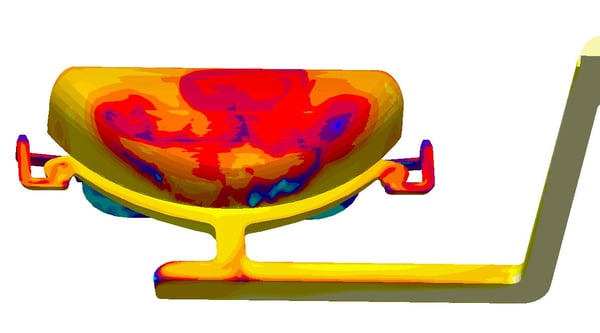
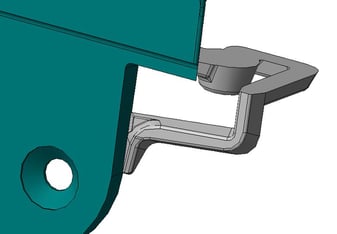
To best define the corrective actions to implement engineers had to carefully observe product’s shape: the component has, indeed, a thicker upper section and a thinner lower section. The product’s geometry has thus requested a specific care during the design of the feeder because, in order to achieve a symmetrical and regular filling, it was necessary to add further elements that could facilitate the dynamic behavior of the filling fluid.
Phase 2 – Upper section design
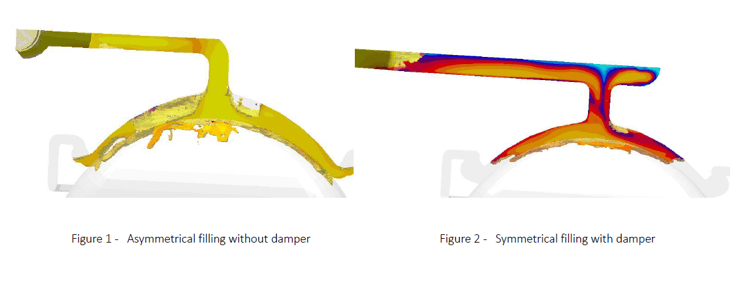
Simulation phase has revealed that the filling of the upper section was asymmetrical and therefore caused air entrapment in the die cast, with consequent air bubbles presence on the component’s surface. The cause of the asymmetrical filling was ascribed to the different speeds at which the material started to fill the cavity. As a matter of fact, the fluid entered from the injection point with a high kinetic energy and continued its way by following the cavity geometry, which drove the material to fill specific areas that were thus quickly and more filled, reaching instead only at a later stage those areas that were not in the direction of the main flow.
The first problem to solve was therefore related to the asymmetrical entrance of the material in the gate: in order to symmetrize material entry in the cavity, designers have added a damper at the end of the main feeder. With the new configuration the flow, before dividing, fills the damper while losing kinetic energy and continues its way towards the cavity at a constant speed.
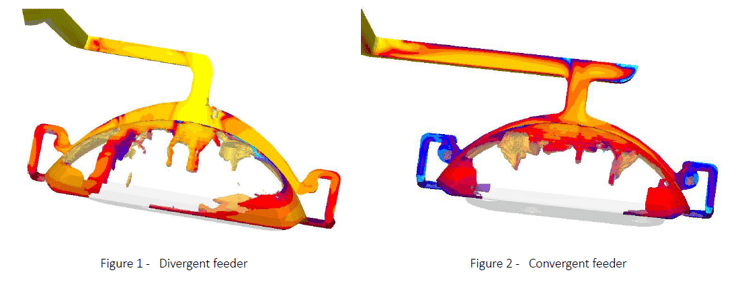
The second problem, still concerning the upper section of the die cast, was related to the divergence of the feeder in specific sections, thus causing the appearance of turbulences. Consequently, engineers have designed a convergent feeder, which has helped to better channel the material and to facilitate the filling of the cavity, thus reducing boundary layer separation.
Phase 3 – Lower section design
The lower section of the product is visibly different from the upper section. Indeed, it is a thinner part that, with the first mold, was filled by material at low temperatures thus causing the presence of cold laps and lack of material. By observing the component’s shape, it was indeed clear that a uniform filling was difficult to obtain, particularly in the lower section: the material filled in the first place the whole upper section, which is characterized by an important dimension, while it reached only at a later stage the lower section. Consequently, the material started to fill the lower section at a too cold temperature, such as not to guarantee an appropriate level of superficial quality.
With the aim of solving this problem, Bruschi team has designed a devoted feeding system through the addition of two auxiliary runners. The runners have been added to the lower section of the component in order to achieve a regular filling, by maintaining a stable material temperature in the entire die cast. The two auxiliary runners, as well as the main feeder, have been designed in order to obtain a symmetrical flow: to achieve this result engineers have added two further dampers to the auxiliary runners.
In addition to that, considering the particular shape of the product, in order to further facilitate the filling in the whole cavity, engineers have designed a partially tangential in-gate capable of channel the material in critical areas. The lower section presents, indeed, some inserts that, without this type of gate, could potentially obstruct the material flow, thus impacting on filling uniformity. This kind of solution therefore determines a better material distribution, by facilitating its entrance in the cavities and the reaching of the most critical areas.
Achievements
After having modified mold design engineers have conducted the simulation of the filling of the cavities with the software Magmasoft and have obtained excellent results: the previously observed critical issues have indeed remarkably decreased. Specifically, through the design of a new feeder, designers have achieved a higher filling uniformity, which has consequently determined the reduction of casting defects on the component’s surface.
This case study therefore confirms the importance of knowing how to draw on previous experiences for the resolution of new problems, by combining know how and technology in order to achieve increasingly outstanding results. Mold design and Magmasoft have allowed designers to test various solutions before proceeding with the actual production of the component, thus obtaining relevant benefits in terms of quality, time and costs.
To get updates on trends and innovations in the Zinc Die Casting industry, you are welcome to subscribe to our blog.

