
This post deals with the fundamentals of die casting machines and their role in the whole die casting process. Moreover, the post gives an outlook on the sector's future perspectives.
The commonly called "die casting" or “high pressure die casting” (HPDC) process consists in injecting the liquid metal under pressure into a mold, generally made of special steel, and letting it solidify. The casting and the sprue are then extracted from the mold and the cycle starts again. Die-casting is the shortest path from fluid metal to a finished, cast part. Die-casting is used in almost all manufacturing fields of products that require non-ferrous metal components such as cars, motorcycles, domestic appliances, electric engines, radio-televisions, computer, etc…
The die casting process is divided into two main categories: cold chamber die-casting and hot chamber die-casting.
In the cold chamber process, the liquid metal is poured in the right quantity into a chamber outside of the crucible, which is where the metal is located. On the other hand, in the hot chamber process, the pressure chamber is immersed inside the crucible.
In this section we are going to talk about the hot chamber process, which is the process carried out by Bruschi for over seventy years, committed to the production of zinc alloy components.
The main advantages of the hot chamber process are:
- The speed of the production process, due to the relatively low melting temperature;
- A longer mold and equipment life;
- The almost total absence of secondary machining operations.
The main elements of the hot chamber die casting process are:
- The die-casting machine, with its peripherals (robot, thermal control unit, sprue elimination equipment,...),
- The mold.
The press and its components
Let us now have a look at the die-casting machine to better understand the basics of the process. The die-casting machine is composed of two main parts: the casting unit and the die closing unit. The die closing unit is where the mold is installed.
The casting unit
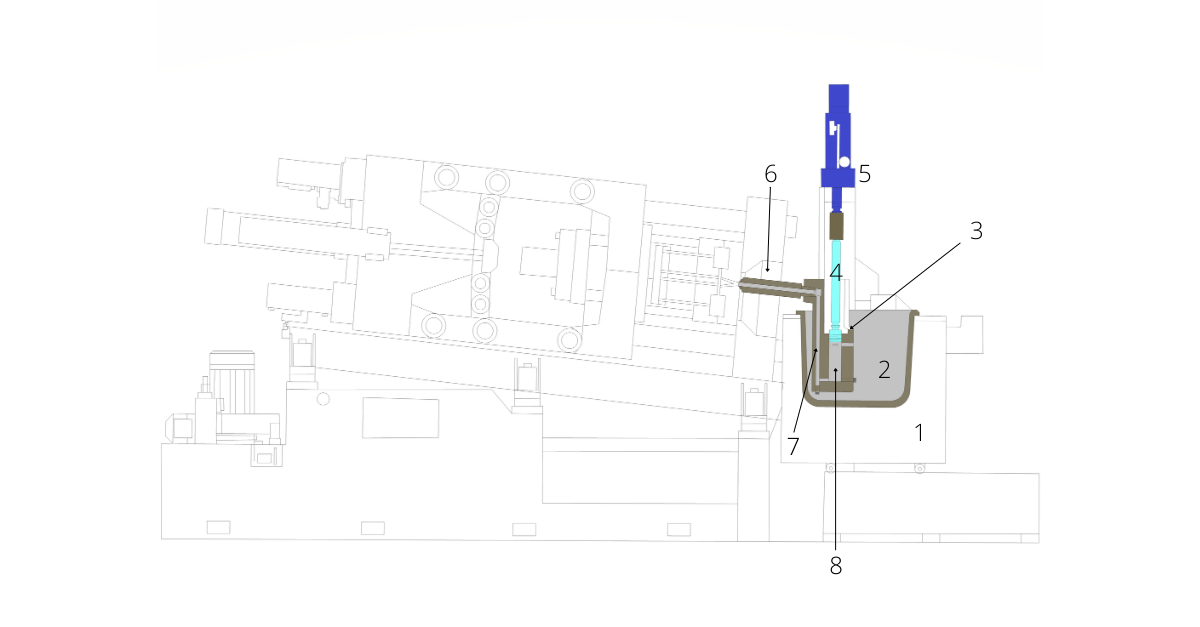
The casting unit consists of the furnace (1), in which the crucible (2) is installed, the pressure chamber (8) and the injection cylinder (5).
In the crucible (2), which is usually electrically heated, there is the liquid metal (in the case of zinc alloys at 400 °C/752°F), in which the pressure chamber (8) is immersed, hence the definition "hot chamber die casting ". The pressure chamber (8) is filled by gravity through the filler holes.
A vertical plunger (4) driven by the injection cylinder (5) pushes the liquid metal downwards which, through a conduit called "gooseneck" (7), is thus directed towards the nozzle (6) which, since it rests on the mold, allows the metal flow to reach the cavities to be filled.
The pressure of about 30 Mpa (4351 PSI) applied to the metal guarantees a rapid filling of the cavities. In fact, the filling time of the cavities is one of the most important factors to take into account. As a matter of fact, to get a good casting, it is necessary that the metal does not solidify until the cavity has been completely filled. It is a matter of milliseconds and consequently of very high speeds in the area close to the gate, up to 60 meters/sec.
The closing unit
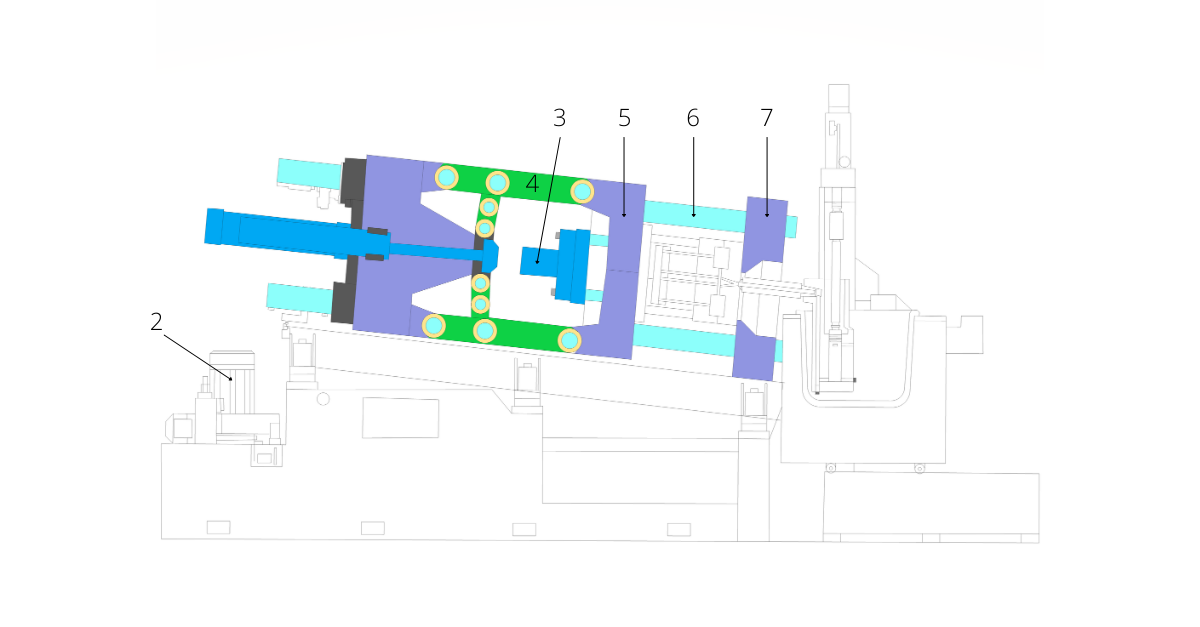
The closing unit keeps the mold tight at the time of injection through a double toggle system (4) operated by a hydraulic cylinder (2). It consists of a stationary platen (7) near the injection unit and an adjustable platen (5) sliding on 4 tie bars (6). The ejection cylinder (3) connected to the ejection system of the mold is fixed to the rear of the mobile plate.
The mold
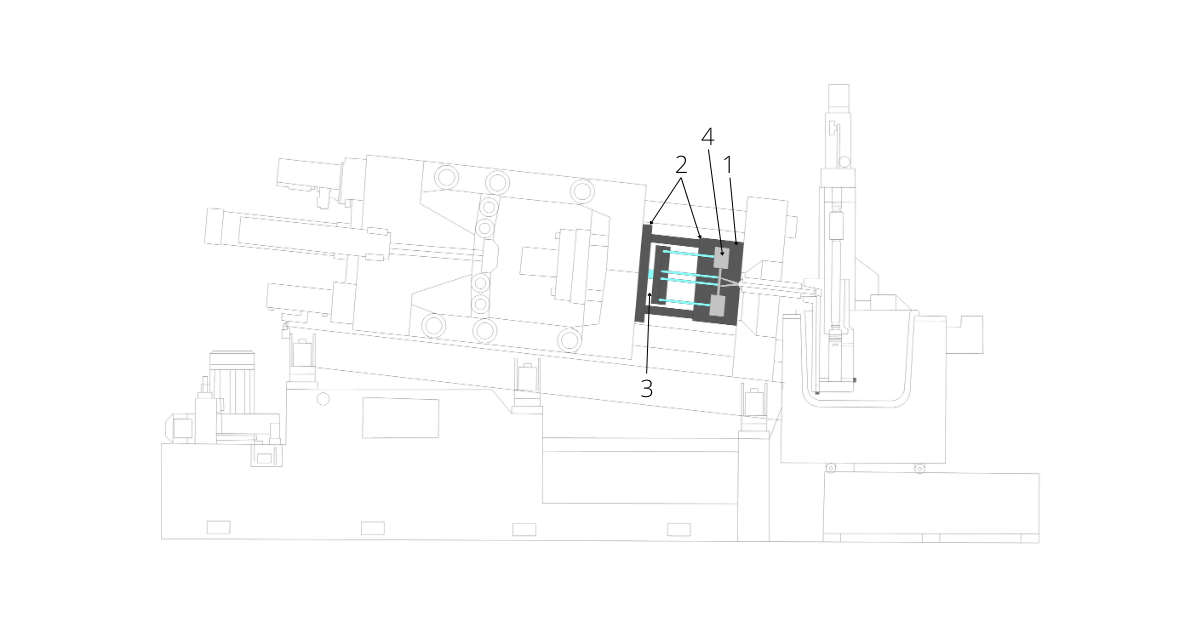
The mold consists of two separate parts of the main closing surface, each of which contains part of the cavities to be filled. The stationary part (1), anchored to the stationary plane of the press, and the moving part (2), clamped to the adjustable platen of the press. The cavities (4) are obtained in the two mold halves (negative of the product to be obtained). In fact, the cooling and solidification phase takes place in the mold. It is the phase in which the product takes its final shape in a few seconds.
The filling of the cavities is achieved through a thin, around 0,4 mm-high gate that allows to get a minimal remaining on the casting, almost always accepted. The ejection pins fixed in the ejection plates (3), activated by the extraction cylinder, will push on the solidified products to extract them from the cavities of the mold.
Peripheral equipment
At the end of the extraction phase, the peripheral equipment comes into play. The entire shot (the complete cluster of castings) is taken by the robot – in Bruschi all machines are equipped with ABB anthropomorphic robots – and a system of photocells or cameras checks its completeness.
The robot then brings the shot to the next step of the process to take away the sprue runners (feeding) from the casting. There are several possible solutions for the elimination of "sprues": trimming machines, specific equipment for the use of robot movement that simulates human action, or dedicated automations.
Which perspectives for zinc die casting?
The current die casting process is very different from that of a few decades ago. The activities and solutions that were once entrusted to the mastery and skills of the operators are now delegated to advanced process control systems that can be managed directly on the machine or even remotely.
Technological progress now offers die-casting machines equipped with sophisticated systems for controlling the main parameters of the die-casting process (pressures, temperatures, metal and drive speeds, compression and cooling times). The evolution of die-casting machines goes hand in hand with advanced design systems. The definition of the optimal product structures through finite element analysis leads to the creation of increasingly complex shapes and with increasingly narrow tolerances that cannot be achieved without the use of up-to-date equipment.
A scientific approach is therefore essential in the design and planning of the process as well as in the solution of production and quality problems. Bruschi has therefore been equipped with a simulation program since long time. The program allows an in-depth analysis of cavity filling and a verification of the production cycles for the correct identification of the injection points and the elimination of possible low-quality areas of the castings.
In the 1980s Bruschi built and developed its own under vacuum die casting system (still not common today for the die casting of zinc alloys). Under vacuum die casting allows obtaining blowholes-free castings to ensure compliance with the requirements of both mechanical strength and aesthetic requirements.
The possibilities of zinc alloy die-casting are often little known. However today the application of adequate design procedures and process control, combined with the degree of refining of the alloys, allow to obtain unexpected results both in terms of product quality and of reduced production costs. This is an important aspect to implement in the initial stages of new projects, especially during the co-design activity with the customer.
It is possible to obtain a good degree of accuracy in components with a high technical content. Current knowledge and up to date process control possibilities allow obtaining products with higher accuracy than those usually known and reported in the reference standards.
Temperature is another fundamental parameter to be kept under control during die casting. The correct thermal balance of the mold can be thoroughly analyzed with the simulation program. This gives the possibility to identify and correct the problems related to the production of castings with very thin walls. A reduction of casting weight assuring the needed resistance of the structure is one of the main targets that can be reached by the die casting process.
The study of the flows and the definition of the feeding channels, as well as the injection and overflows positions, are indispensable for achieving the necessary superficial quality for painted or galvanically treated parts. In almost all the products for each sector, both for protection reasons and for aesthetic reasons, an adequate surface treatment is required. Understanding the criticalities of surface treatments and identifying suitable solutions is essential to ensure a stable and reliable process even in the downstream phases of die casting.
