
A vertical approach to production starts from product co-design and mold design, followed by tool manufacturing and the definition of the die casting process.
The production cycle is eventually completed by additional treatments or processes, which allows the die caster to offer not only die cast parts, but also finished goods. This can also happen through to the cooperation with external, specialized partners.
More specifically, this post will deal with chrome plating and painting of zinc die castings.
Chrome plating
A zinc die cast for chrome plating is characterized by peculiar aesthetical and metallurgical features that make it technologically very interesting.
This surface treatment allows achieving a great variety of finishes (shiny, matt, pearly and so on, also thanks to particular pre-treatments) and colors, which deeply influence aesthetical characteristics of part. It also gives to the die casting an increased corrosion and wear resistance.
Being able to successfully chrome plate a component is however quite complex. Given the high reactivity of zamak when exposed to acidic baths typical of galvanic electrochemical processes, any surface imperfection or inhomogeneity will be amplified and will result in defects. In turn, the latter will hinder the die cast’s final appearance and functional properties.
The required surface condition is often obtained by means of an additional polishing process. However, it is crucial to avoid removing the fine-grained region of the die cast part.
Hence chrome plating is one of the most challenging surface treatments that can be applied to a zamak die cast part – it is fundamental to carefully design both the mold and the die casting process, which must be exceptionally stable. Co-design of the galvanic process also represents an important added value and helps to obtain a high-quality chrome plated die cast component.
Aesthetic and functional purposes of a chromed die cast
As mentioned, this surface treatment might be applied for two different purposes: decorative and functional. While they are not necessarily independent, a distinction can be made between the two processes.
Decorative chrome plating requires the deposition of three different metallic layers on the zamak surface. Firstly, copper (alkaline and acidic) is deposited to provide a homogeneous surface; it is then followed by nickel deposition, which provides the part with corrosion resistance and a shiny finish. Finally, a thin chromium flash is applied.
In functional, or hard chromium plating, on the other hand, a thick chrome layer is deposited directly onto the zamak substrate. Thickness can be greater than 15 microns, while in decorative plating it is usually 0.2 microns. After deposition, the surface will be dull and grey, with strong corrosion and wear resistance.
Let us now introduce some particular defects that can be found on chrome plated die cast parts. There follows a brief analysis of their causes and the possible solution strategies, both in the die casting and chrome plating processes. More specifically, the defects analyzed are the following:
- Pores
- Delamination
- Grooves
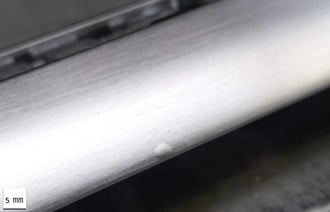
Pores
A very common defect are pores (or pits), which appear as small circular craters (with a diameter of up to 0.5 mm). Usually they are caused by gas bubbles, which originate during electrodeposition and that are not correctly evacuated.
They can depend on porosities in the zamak substrate, on an incorrectly prepared surface (with inadequate wettability) and/or on an incorrect plating rack design.
To avoid them, it is fundamental to optimize mold design, reducing (and eliminating) filling and thermoregulation inhomogeneities. It is crucial that die casting process be thermally stable. Lastly, plating racks should be designed correctly, so as to take into account the particular geometry of the component.
Delamination
Another common defect is the lack of adherence between deposited layers, also called delamination. It appears in the form of soft “bubbles” on the surface.
It is caused by porosities trapped in the zamak substrate or by corrosion phenomena which might take place between the layers.
A thorough analysis of porosity distribution on the die casting surface is fundamental to understand how to improve the mold and the production process, and plays a key role in the optimization of polishing operations to prepare the surface.
It is also very important to guarantee stability of the conditions of the galvanic baths. This can be obtained through a decrease in time intervals between each phase to minimize corrosion.
Grooves
Finally, it is worth mentioning the appearance of grooves (or furrows) on certain surfaces. They might be mistaken for scratches due to improper handling and their origin is most likely related to an inhomogeneous galvanic deposition process. As a consequence, the latter does not completely fill the marks left on the surface by polishing operations.
Although this defect is not directly dependent on the die cast part, this example highlights the importance of a vertical approach to die casting in improving the quality of the finished good. A more homogeneous surface (e.g. with less cold shuts) will require lighter polishing, thus limiting the onset of the issue.
Painting
A further type of surface treatment is painting. Similarly to chrome plating, on the one hand the application of a layer on a die cast surface gives an increased resistance to corrosion and wear. On the other, it plays a key role in the definition of the final visual features of the product, i.e. color and texture. Painting fulfills therefore a twofold purpose – aesthetical and functional. Even if a less homogeneous surface condition is allowed respect to chrome plating (no surface polishing process is required before applying the paint), a painted zinc die cast part has its own specific requirements and defects.
Painting at its different processes
One of the most common painting processes is spray painting, during which wet paint is applied to the part with a spray gun. Powder coating consists in the application of paint to the part as a powder layer. The paint is then cured at high temperature to obtain a thick, durable coat. Finally, cathaphoresis painting is an electrochemical process in which paint is deposited onto the part by dipping it in proper baths (as in galvanic processes). This way, the whole surface can be covered (and thus not only the areas that can be reached with a gun).
Typical defects of painted die casts
The most common defects that can occur in a painted die cast are the following:
- Orange peel
- Cratering
- Blistering
Orange peel

One of the most common painting defects is an irregular surface, also called orange peel, which is a consequence of an excessive amount of paint deposited on the surface, or by an excessively small distance between part and spray gun.
This issue can be resolved mainly through a correct definition of painting process parameters (if necessary through process automation). Improving the die cast surface quality might also help reducing the required amount of paint, thus avoiding the defect.
Cratering

Another frequent defect is cratering, which appears in the form of small dots (craters, 0.2-0.4 mm) where paint does not attach to the lower surface. This lack of adherence is usually due to contamination caused by:
- Oil residuals on the zamak surface,
- Silicone additives in painting products
A statistical approach to process analysis, with a structured experimental plan, allows to better understand a complex phenomenon which involves two different technologies. By identifying the physical variables that influence defect formation, it is possible to optimize the whole process in order to produce compliant parts.
Blistering

Finally, it is worth to mention blistering, i.e. gases or air trapped in the die cast part that might expand during paint curing at high temperature, resulting in “bubbles” – rigid deformations of the part surface.
To avoid this kind of defect, it is fundamental to optimize the mold filling process by adopting the most suitable gate design. This will help to minimize turbulences, which may in turn lead to air trapping. This can also be achieved through the adoption of CFD (Computational Fluid Dynamics) simulation software.
In addition, the adoption a vacuum die casting system strongly helps to reduce the presence of this defect.

